Kamis, 15 Juni 2017
Analisa Perancangan Desain Heat Exchanger Shell dan Tube Menggunakan Solidwork
PENDAHULUAN
Alat penukar kalor di industri – industri perminyakan atau
kimia, tidak selamanya dapat beroperasi dengan baik. Alat penukar kalor lebih
rentan untuk mengalami kerusakan di karenakan bahan kimia yang diproses
(ammonia) yang bersifat korosif bila bersentuh dengan logam. Untuk mengurangi
biaya produksi, perancangan alat penukar kalor terlebih dahulu sangatlah
efektif dari pada langsung membeli alat penukar kalor yang sudah jadi.
Salah satu tipe dari alat penukar kalor yang
paling banyak digunakan adalah Shell and Tube Heat Exchanger. Alat
ini terdiri dari sebuah shell silindris di bagian luar dan
sejumlah tube di bagian dalam, di mana temperatur fluida di
dalam tube berbeda dengan di luar tube (di
dalam shell) sehingga terjadi perpindahan panas antara aliran fluida
di dalamtube dan di luar tube. Adapun daerah yang
berhubungan dengan bagian dalam tube disebuttube side dan
yang di luar disebut shell side.
LANDASAN TEORI
ALAT PENUKAR KALOR
Alat penukar kalor adalah suatu alat yang dapat
memberikan fasilitas perpindahan panas dari satu fluida ke fluida lain yang
berbeda temperaturnya, serta menjaga agar kedua fluida tersebut tidak
bercampur.
Proses perpindahan panas yang paling sederhana
adalah proses yang terjadi dimana fluida yang panas dan fluida yang dingin secara
langsung. Dengan sistem demikian kedua fluida akan mencapai temperatur yang
sama, dan jumlah panas yang berpindah dapat diperkirakan dengan mempersamakan
kerugian energi dari fluida yang lebih panas dengan perolehan energi yang lebih
dingin.
ALAT PENUKAR KALOR SHELL & TUBE
Heat exchanger tipe shell & tube menjadi satu tipe
yang paling mudah dikenal. Tipe ini melibatkan tube sebagai
komponen utamanya. Salah satu fluida mengalir di dalam tube,
sedangkan fluida lainnya mengalir di luar tube. Pipa-pipa tube didesain
berada di dalam sebuah ruang berbentuk silinder yang disebut dengan shell,
sedemikian rupa sehingga pipa-pipa tube tersebut berada
sejajar dengan sumbu shell.

METODOLOGI PENELITIAN PERANCANGAN DAN ANALISA HEAT EXCHANGER SHELL
& TUBE
Proses yang dilakukan oleh penyusun untuk
menganalisa alat penukar kalor jenis shell and tube sampai didapatkan hasil
analisa yang akurat mengenai kondisi kerja alat penukar kalor dengan melihat
pada keefektifan dari alat penukar kalor tersebut dapat melihat pemecahan
masalah, berikut langkah-langkah yang dilakukan :
1. Kajian Pustaka
Kajian pustaka dilakukan dengan cara mencari dan mempelajari
referensi teks, jurnal, paper, serta literatur lain yang terkait dengan
penelitian.
2. Pemodelan Desain Heat Exchanger
Tahapan ini adalah membuat rancangan heat exchanger mulai dari jenis
materialdan dimensi menggunakan software Solidwork.
3. Simulasi dan Analisis Desain Heat Exchanger
Simulasi dan analisis desain mobil listrik menggunakan flow
simulation padaSoftware Solidwork.
4. Analisis Hasil Simulasi
Hasil analisa pengujian diperoleh berupa perubahan suhu sebelum
dan sesudah fluida panas dan dingin masuk ketabung heat exchanger.
ANALISA HEAT EXCHANGER SHELL & TUBE
Pada pembahasan kali ini, kita akan membahasan
mengenai simulasi pengujian aliran fluida pada heat exchanger shell & tube
menggunakan aplikasi solidwork. Gambar dibawah merupakan bentuk desain heat
exchanger shell & tube dengan material stainless steel yang akan dialiri
fluida cair panas dengan suhu 105oC dengan fluida cair pendingin 8oC
pada tipe aliran counter flow.
PEMBUATAN DESAIN HEAT EXCHANGER SHELL & TUBE
Hal yang perlu dilakukan pertama kali sebelum
melakukan proses simulasi adalah membuat model tabung heat exchanger shell
& tube. Dalam hal ini model yang dibuat adalah berupa model volume. Asumsi
penyederhanaan model yang dilakukan adalah dengan menganggap ketebalan pipa
diabaikan. Dalam pembuatan model menggunakanSolidWork sebagai
pembuat model. Dan model yang akan disimulasikan pada gambar dibawah ini
:

MENENTUKAN KONDISI FISIK MODEL
Hal yang perlu dilakukan selanjutnya adalah penentuan kondisi
fisik dari model yaitu penentuan model penyelesaian, fluida yang dipakai dan
kondisi operasi. Penentuan model penyelesaian dibagi menjadi dua yaitu model
penyelesaian analisis tipe Internal flow danExternal flow dan
dalam hal ini analisis Internal flow merupakan pilihan yang
tepat dalam menganalisis faktor gesek pada pipa heat exchanger. Hal tersebut
dapat dilakukan dengan cara Pada Pengaturan Wizard Analysis Type, klik Internal untuk
pengujian aliran pada bagian dalam pada kolom Analysis Type. Pada kolom
Physical Features klik Heat Conduction In Solid. Setelah selesai klik next. Dibawah ini adalah gambar dialog boxdalam
pemilihan tipe analisis untuk menentukan model penyelesaian.

Pemilihan jenis fluida merupakan salah satu faktor yang penting
dalam menentukan hasil analisa yang akan diperoleh, dimana fluida ini terdiri
dari fluida Newtonian, Non-newtonian dan Gas. Dan dalam analisis ini fluida
yang dipakai adalah fluida Newtonian air ( water). Hal tersebut dapat dilakukan
dengan cara Pada pengaturan Wizard
Default Fluid, pilih jenis fluida yang akan digunakan. Pada simulasi kali ini
kita akan menggunakan fluida Water. Klik fluida water pada kolom Fluids lalu
klik Add. Pada Flow Type pilih jenis aliran Laminar Only. Setelah selesai klik
next. Dibawah ini adalah
gambar dialog boxdalam pemilihan tipe analisis untuk menentukan
model penyelesaian.

Menentukan kondisi operasi dalam melakukan analisis adalah suatu
hal yang harus dilakukan peneliti dalam menentukan besarnya nilai Pressure,
Temperature dan velocityyang di berikan dalam melakukan proses simulasi.
Hal tersebut dapat dilakukan dengan cara Pada pengaturan Wizard Initial Conditions, Masukkan Temperature
fluida sebesar 30oC. Setelah selesai klik next. Dibawah ini adalah gambar dialog
box dalam pemilihan tipe analisis untuk menentukan model penyelesaian.

PROSES MESHING
Meshing adalah proses
dimana geometri secara keseluruhan dibagi-bagi dalam elemen-elemen kecil.
Elemen-elemen kecil ini nantinya berperan sebagai kontrol surface atau volume
data perhitungan yang kemudian tiap-tiap elemen ini akan menjadi input untuk
elemen disebelahnya. Hal ini akan terjadi berulang-ulang hingga domain
terpenuhi. Dalam meshing elemen-elemen yang akan dipilih disesuaikan dengan
kebutuhan dan bentuk geometri. Aplikasi meshing yang dipakai adalah Result
and Geometry Resolution, Setelah geometri berhasil di input selanjutnya
adalah proses meshing. Dalam penelitian ini semua konfigurasi tipe elemen di
simulasi menggunakan elemen hybrid atau tetrahedron interval Result resolution
sebesar 3 dan besarnya minimum gap size box sebesar 0.3322m. Dibawah ini adalah
proses pembuatan meshing pipa melalui Result and Geometry Resolution dan gambar
hasil meshing :

Pada pengaturan Wizard Result and Geometry Resolution, pastikan
besar Result Resolution berada pada angka 3. Setelah selesai klik finish.
PROSES INPUT DAN OUTPUT FLUIDA
Langkah 1 yaitu menentukan posisi fluida pendingin mengalir masuk
pada pipa. Klik kanan pada Computation Domain lalu pilih Insert Fluid
Subdomain.

Pada pengaturan Fluid Subdomain, klik sisi bagian dalam lubang
pipa sebagai awal fluida pandingin masuk ke pipa. Setelah selesai klik ok atau
tanda ceklis.

Langkah 2 yaitu
menentukan posisi fluida panas mengalir masuk pada pipa. Klik kanan pada
Computation Domain lalu pilih Insert Fluid Subdomain.

Pada pengaturan Fluid Subdomain, klik sisi bagian dalam lubang
pipa sebagai awal fluida panas masuk ke pipa. Setelah selesai klik ok atau
tanda ceklis.

Langkah 3,
klik kanan pada Solid Material lalu pilih Insert Material From Model.

Pada pengaturan Insert Material From Model pilih stainless steel
lalu klik OK.

Langkah 4 yaitu
menetukan temperatur fluida pendingin masuk pada pipa heat exchanger. Klik
kanan pada Boundary Condition lalu klik Insert Boundary Condition.

Pada pengaturan Boundary Condition, klik sisi bagian dalam
lubang pipa sebagai awal fluida pendingin masuk ke pipa heat
exchanger. Pada kolom Type pilih Inlet Mass Flow. Pada kolom Flow Parameters
masukan nilai ṁ sebesar 0.5 kg/s. Pada kolomThermodynamic
Parameters masukan suhu fluida pendingin sebesar 8oc. Setelah
selesai klik ok atau tanda ceklis.
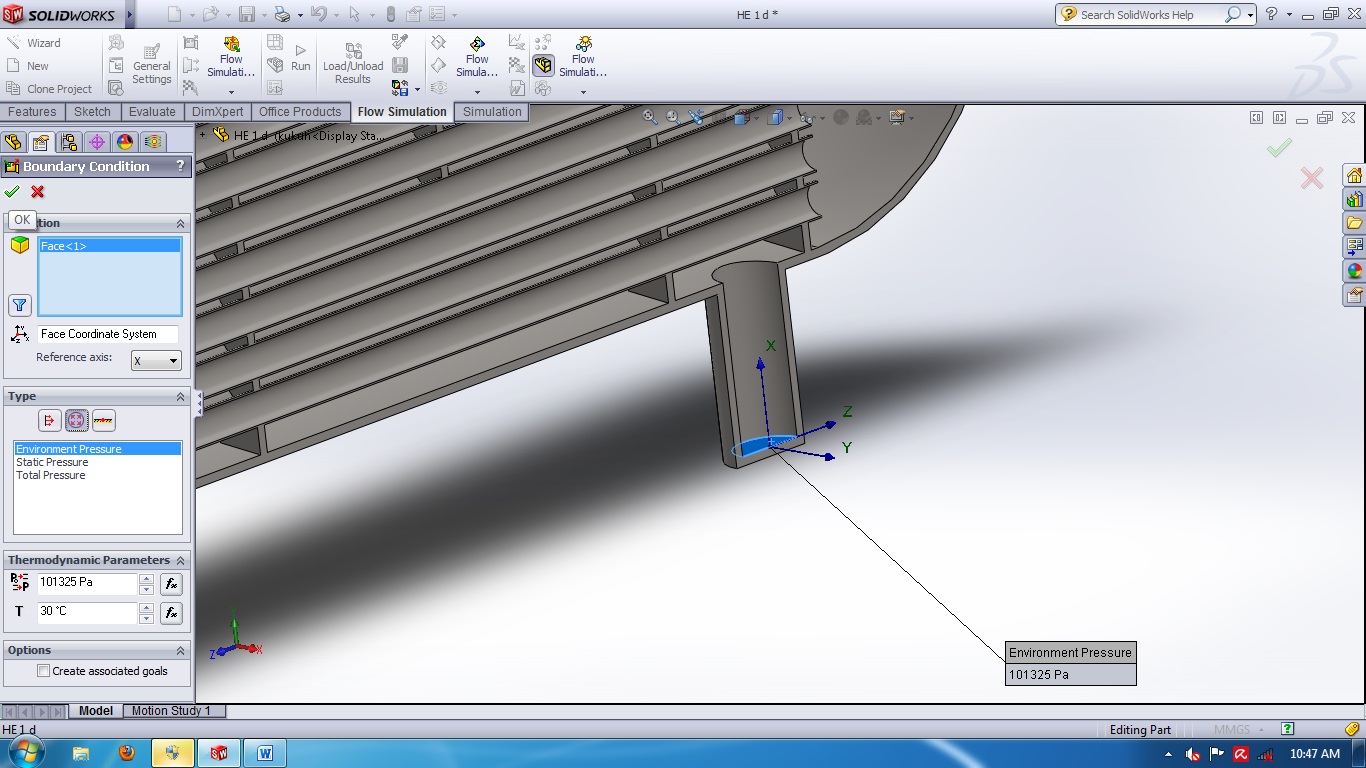
Langkah 5 yaitu
menetukan temperatur fluida pendingin keluar pada pipa heat exchanger. Klik
kanan pada Boundary Condition lalu klik Insert Boundary Condition. Untuk
mengatur tempat keluar fluida pada pipa. Klik kanan pada Boundary Condition
lalu klik Insert Boundary Condition. Pada pengaturan Boundary Condition, klik
sisi bagian dalam lubang pipa sebagai tempat keluar fluida keluar dari pipa.
Pada kolom Type klik icon Pressure Opening dan pilih Environment Pressure.
Setelah selesai klik Ok atau tanda ceklis.

Langkah 6 yaitu
menetukan temperatur fluida panas masuk pada pipa heat exchanger. Klik kanan
pada Boundary Condition lalu klik Insert Boundary Condition. Pada pengaturan
Boundary Condition, klik sisi bagian dalam lubang pipa sebagai awal fluida
panas masuk ke pipa heat exchanger. Pada kolom Type pilih Inlet Mass
Flow. Pada kolom Flow Parameters masukan nilai ṁ sebesar 0.2
kg/s. Pada kolomThermodynamic Parameters masukan suhu fluida panas sebesar 105oc.
Setelah selesai klik ok atau tanda ceklis.

Langkah 7 yaitu
menetukan temperatur fluida pendingin keluar pada pipa heat exchanger. Klik
kanan pada Boundary Condition lalu klik Insert Boundary Condition. Untuk
mengatur tempat keluar fluida pada pipa. Klik kanan pada Boundary Condition
lalu klik Insert Boundary Condition. Pada pengaturan Boundary Condition, klik
sisi bagian dalam lubang pipa sebagai tempat keluar fluida keluar dari pipa.
Pada kolom Type klik icon Pressure Opening dan pilih Environment Pressure.
Setelah selesai klik Ok atau tanda ceklis.

Setelah semua langkah-langkah dilakukan, langkah terakhir adalah
menjalankan proses simulasi dengan cara klik icon RUN pada
toolbar flow simulation. Tunggu beberapa saat sampai proses run selesai.
PROSES ANALISA
Setelah dilakukan simulasi maka akan diperoleh hasil pengujian
berupa perubahan suhu yang dapat ditunjukan dengan perbedaan warna.

ANALISA TEMPERATURE
Pada hasil Analysis
aliran pada heat exchanger kita dapat mengetahui besarnya pertukaran suhu pada
fluida berdasarkan warna dan besarannya. Dari hasil analisis tersebut,
diketahui bahwa suhu fluida pendingin ketika masuk kedalam heat exchanger
sebesar 8oc dan ketika keluar dari heat exchanger terjadi
peningkatan suhu sebesar 10.78oc sehingga suhu menjadi 18.78oc.
Sementara fluida panas ketika masuk kedalam heat exchanger sebesar 105oc
dan ketika keluar dari heat exchanger terjadi penurunan suhu sebesar 43.11oc
sehingga suhu menjadi 61.89oc.
ANALISA TEMPERATURE
BERDASARKAN HUBUNGAN DESIGN
Heat exchanger tipe
shell & tube melibatkan tube sebagai komponen utamanya. Salah satu fluida
panas mengalir di dalam tube, sedangkan fluida pendingin mengalir di luar tube dengan
bentuk aliran fluida didalam heat exchanger secara berkelok sehingga membuat
alur pendinginan lebih lama sehingga proses pertukaran suhu dapat menjadi
maksimal. Pipa-pipa tube didesain berada di dalam sebuah ruang berbentuk
silinder yang disebut dengan shell, sedemikian rupa sehingga pipa-pipa tube
tersebut berada sejajar dengan sumbu shell.
ANALISA TEMPERATURE
BERDASARKAN MATERIAL DAN INPUT DATA
Pada pengujian kali
ini, kita menggunakan jenis material stainless stell dengan konduktivitas
termal sebesar 22.5 W/mK. Konduktivitas termal dibentuk dengan variasi
temperature. Pada konduktor, konduktivitas termal menurun dengan temperature
disebabkan impedansi ke aliran.
electron dari densitas electron yang lebih tinggi. Untuk input
data pada pengujian, menggunakan jenis aliran contra flow. Pada tipe ini masih
mungkin terjadi bahwa temperatur fluida yang menerima panas (temperatur fluida
dingin) saat keluar penukar kalor (T4) lebih tinggi dibanding temperatur fluida
yang memberikan kalor (temperatur fluida panas) saat meninggalkan penukar kalor
DAFTAR PUSTAKA
Ramesh K Shah, Dosan P
Sekulic, Fundamentals Of Heat Exchanger Design, John Wiley &
Sons: Canada, 2003.
I
Bizzy, R Setiadi, Studi
Perhitungan Alat Penukar Kalor Tipe Shell And Tube Dengan Program Heat Transfer
Research Inc, Universitas Sriwijaya.
Cahya Sutowo, Analisa
Heat Exchanger Jenis Sheel And Tube Dengan Sistem Single Pass. Universitas
Muhammadiyah: Jakarta.
Ahmad Indra , Ridwan , Yugo Kuswantoro ,Analisis Pengaruh
Faktor Gesek Terhadap Pressure Drop Pada Pipa Baja Bergelombang Dengan
Computational Fluid Dynamics ( Cfd ), Universitas Gunadarma: Jakarta.
Teknologi Informasi Yang Berkaitan Dengan Manufaktur
Teknologi Informasi Yang Berkaitan Dengan Manufaktur
A.
Pengertian Manufaktur
Dalam arti yang paling luas, adalah proses merubah
bahan baku menjadiproduk. Proses ini meliputi:perancangan produk, pemilihan
material dan tahap‐tahap
proses dimana produk tersebut dibuat.
Definisi manufaktur secara umum adalah suatu
aktifitas yang kompleks yang
melibatkan berbagai variasi sumberdaya dan aktifitas
perancangan produk, pembelian, pemasaran, mesin dan perkakas, manufacturing,
penjualan, perancangan proses, production control, pengiriman material, support
service, dan customer service.
Sistem Informasi Manufaktur adalah suatu sistem
berbasis komputer yang bekerja dalam hubungannya dengan sistem informasi
fungsional lainnya untuk mendukung manajemen perusahaan dalam pemecahan masalah
yang berhubungan dengan manufaktur produk perusahaan yang pada dasarnya tetap
bertumpu pada input, proses dan output. Sistem ini digunakan untuk mendukung
fungsi produksi yang meliputi seluruh kegiatan yang terkait dengan perencanaan
dan pengendalian proses untuk memproduksi barang atau jasa.
Ruang lingkup sistem informasi manufaktur meliputi
Sistem perencanaan manufaktur, Rencana produksi, Rencana tenaga kerja, Rencana
kebutuhan bahan baku dan sistem pengendalian manufaktur.
B.
Manfaat Sistem Informasi Manufaktur
Manfaat digunakannya sistem informasi manufaktur di
dalam perusahaan adalah sebagai berikut :
1. Hasil
produksi perusahaan lebih cepat dan tepat waktu karena sistem informasi
manufaktur menggunakan computer sebagai alat prosesnya.
2.
Perusahaan lebih cepat memperoleh informasi yang akurat dan terpercaya.
3. Arsip
lebih terstruktur karena menggunakan sistem database.
4. Sistem
informasi manufaktur yang berupa fisik robotic, hasil produksi semakin cepat,
tepat dan berkurangnya jumlah sisa bahan yang tidak terpakai.
C.
Peran Komputer dalam Sistem Informasi Manufaktur
Perkembangan zaman yang semakin canggih mulai
mendarat pada produksi suatu produk dalam pabrik. Manajemen manufaktur mencoba
melibatkan komputer dalam pelaksanaan produksi untuk produknya, yaitu sebagai
bagian dari sistem fisik dan sebagai sistem informasi.
D.
Komputer sebagai Bagian dari Sistem Fisik
Telah banyak yang dicapai dalam penggunaan mesin
yang dikendalikan komputer di area produksi. Mesin-mesin tersebut menggantikan
kerja para pekerja. Mesin-mesin berbiaya lebih murah daripada pekerja. Usaha
untuk menggunakan mesin awalnya terdapat penolakan dari para pekerja, karena
mereka menganggap akan ada pengurangan karyawan. Namun semakin berkembangnya
zaman tadi, pekerja mulai dapat menerima karena akan mempermudah pekerjaan
mereka juga. Elemen yang menjadikan komputer sebagai bagian dari sistem fisik,
antara lain:
A.
Computer-Aided Design (CAD)
Computer-Aided Design (CAD) semakin sering disebut
computer-aided engineering (CAE), melibatkan penggunaan komputer untuk membantu
rancangan produk yang akan dimanufaktur. CAD awal munculnya sekitar tahun
1960-an dan kemudian diadopsi oleh pembuat mobil. CAD merupakan program
komputer untuk menggambar suatu produk atau bagian dari suatu produk yang ingin
digambarkan yang dapat diwakili oleh garis-garis maupun simbol-simbol tertentu.
CAD dapat berupa gambar 2 dimensi dan gambar 3 dimensi. CAD digunakan untuk
merancang segala sesuatu dari struktur rumit seperti bangunan dan jembatan
hingga bagian-bagian kecil, memperbaiki gambar dengan menghaluskan garis.
Setelah rancangan tersebut dimasukkan ke dalam
komputer, engineer dapat menempatkan rancangan pada berbagai pengujian untuk
mendeteksi titik-titik lemah. CAD bahkan dapat membuat bagian-bagian tersebut
bergerak seperti yang sedang digunakan. Ketika rancangan itu selesai, perangkat
lunak CAD dapat mempersiapkan spesifikasi rinci yang diperlukan untuk
memproduksi produk itu yang disimpan dalam database rancangan.
CAD telah berevolusi dan terintegrasi dengan
perangkat lunak CAE dan integrasi itu dimungkinkan karena perangkat lunak CAD
kebanyakan merupakan aplikasi 3 dimensi atau biasa disebut solid modelling yang
memungkinkan memvisualisasikan komponen dan rakitan yang kita buat secara
realistik dan mempunyai properti seperti massa, volume, pusat gravitasi, luas
permukaan, dan lain-lain.
B.
Computer-Aided Manufacturing
(CAM)
Computer-Aided Manufacturing (CAM) adalah penerapan komputer dalam proses
produksi. Penerapan ini seperti bor dan mesin bubut yang menghasilkan produk
sesuai dengan spesifikasi yang diperoleh dari database rancangan. Sebagian
mesin produksi memiliki mikropesesor yang telah terpasang dan sebagian
dikendalikan oleh komputer mini. Sebagian besar otomatisasi pabrik saat ini
terdiri dari teknologi CAM. Produksi dapat berjalan lebih cepat dari presisi
yang lebih tinggi daripada jika pekerja manusia yang mengendalikan. Presisi
yang lebih tinggi memungkinkan lebih sedikit bagian yang cacat dan terbuang.
C. Robotik
Penerapan komputer yang lain dalam pabrik adalah
robotik yang melibatkan penggunaan robot industrial. Robotik merupakan alat
yang secara otomatis menjalankan tugas-tugas tertentu dalam proses manufaktur
yang memungkinkan perusahaan untuk memotong biaya dan mencapai tingkat kualitas
yang tinggi, juga digunakan untuk melakukan pekerjaan yang mengandung resiko
seperti melakukan pekerjaan di tempat yang bertemperatur tinggi sehingga
mengakibatkan kinerja dan keefektifan robot kurang maksimal.
E. 3.1.2
Komputer sebagai Sistem Informasi
Komputer merupakan suatu sistem informasi dalam
kegiatan manufaktur. Output dari sistem informasi menufaktur digunakan untuk
menciptakan dan mengoperasikan sistem produk fisik.
Adapun komputer sebagai sistem informasi berkaitan
dengan:
a.
Sistem Titik Pemesanan Kembali (Re-order Point/ROP)
Setelah komputer pertama diterapkan dan berhasil
dalam area akuntansi, komputer diberikan tugas mengendalikan persediaan.
Pendekatan reaktif yg sederhana yaitu menunggu hingga saldo suatu jenis barang
mencapai tingkat tertentu dan kemudian memicu pesanan pembelian atau suatu
proses produksi. Tingkat barang yang berfungsi sebagai pemicu disebut
titikpemesanan barang dan sistem yang mendasarkan keputusan pembelian pada
titik pemesanan kembali disebut sistem titik pemesanan kembali (re‐order point/ROP).
Beberapa istilah dalam ROP antara lain :
o Stock‐out : kehabisan
persediaan
o Lead time
: waktu yang dibutuhkan pemasok untuk mengisi pesanan
o Safety stock
: persediaan aman
Untuk mengantisipasi terjadinya kehabisan
persediaan, perusahaan akan melakukan pesanan pada pemasok ketika saldo
mencapai titik pemesanan kembali. Jumlah waktu yang dibutuhkan pemasok untuk
mengisi pesanan disebut juga dengan lead time.
Perusahaan biasanya melakukan pemesanan sebelum stok
habis sama sekali, dengan demikian selalu ada kesempatan bagi perusahaan untuk
melakukan kegiatannya sambil menunggu pengiriman dari pemasok yang belum
datang, atau penggunaan stok akan dikurangi selama jangka lead time. Jika
kekosongan stok terjadi, perusahaan tidak dapat menjalankan proses produksinya
yang mengakibatkan perusahaan rugi.
Dengan pengukuran yang teliti, maka bisa dilakukan
pencadangan jumlah inventarisasi ekstra atau sering disebut safety stock.
b.
Material Requirement Planning (MRP)
MRP dikembangkan pada tahun 1960‐an oleh Joseph Orlicky
dari J.I case company. MRP adalah suatu strategi material proaktif yaitu
mengidentifikasikan material, jumlah dan tanggal yang dibutuhkan. MRP mempunyai
4 komponen meliputi :
1. Sistem
penjadwalan produksi menggunakan 4 file data dalam menyiapkan jadwal produksi
induk. Data input mencakup file pesanan pelanggan, file ramalan penjualan, file
persediaan barang jadi, dan file kapasitas produksi. Sistem ini menghasilkan
master jadwal produksi yang mencakup lead time terpanjang ditambah waktu
produksi terpanjang. Master production schedule memperoyeksikan produksi cukup
jauh ke depan untuk mengakomodasi proses produksi yang merupakan lead ime
pemasok dan waktu produksi terlama.
2. Sistem
MRP menguraikan tagihan material. Sistem ini mengubah kebutuhan bruto menjadi
kebutuhan netto.
3. Sistem
perencanaan kebutuhan kapasitas bekerja dengan sistem MRP utk menjaga produksi
dalam kapasitas pabrik. Setelah ada penentuan, sistem ini menghasilkan output
utama yaitu jadwal pesanann terencana, dan output lain seperti perubahan
pesanan terencana, laporan pengecualian, laporan kinerja, dan laporan
perencanaan.Sistem pelepasan pesanan menggunakan jadwal pesanan terencana untuk
input dan mencetak suatu laporan pelepasan pesanan.
MRP memungkinkan perusahaan untuk dapat mengelola
materialnya secara lebih baik. Perusahaan dapat menghindari kehabisan
persediaan yang disebabkan oleh penantian persediaan yang telah dipesan namun
tidak tersedia. Juga dapat mengetahui kebutuhan material masa depan, pembeli
dapat merundingkan perjanjian pembelian dengan pemasok dan mendapatkan rabat.
c.
Manufacturing Resource Planning (MRP II)
MRP II mengintegrasikan semua proses di dalam
manufaktur yang berhubungan dengan manajemen material. MRP II dikembangkan oleh
Oliver Wight dan George Plossy. MRP II dapat menyediakan informasi bagi sistem
informasi eksekutif dan bagi sistem informasi fungsional lainnya. MRP II juga
bertukar informasi dengan subsitem informasi akuntansi yang terlibat dalam arus
material.
Manfaat MRP II, yaitu
1.
Penggunaan sumber daya yang lebih efisien yaitu dengan mengurangi
inventori, lebih sedikit waktu lebih sedikit kemacetan.
2.
Perencanaan prioritas lebih baik. Hal ini dengan memulai produksi lebih
cepat dan jadwal lebih fleksibel.
3.
Meningkatkan pelayanan pelanggan. Hal ini berkaitan dengan kesesuaian
tanggal pengiriman, meningkatkan kualitas, kemungkinan harga lebih
rendah/murah.
4.
Meningkatkan moral dan semangat pekerja. Dengan hal ini pegawai dapat
memperoleh keyakinan dalam sistem yang menghasilkan koordinasi antardepartemen
lebih baik.
5.
Informasi manajemen yang lebih baik. Manajemen dapat menggunakan output
sistem untuk memperoleh pandangan yang lebih baik mengenai sistem produksi
fisik dan untuk mengukut kinerja sistem tersebut.
d.
Pendekatan Just In Time (JIT)
Pendekatan
JIT merupakan pendekatan yang berhubungan dengan penjadwalan material
sebagai bahan baku agar tiba tepat waktu. Hal ini menjelaskan bahwa JIT menekankan waktu dan
penggunaan sinyal nonkomputer, berbeda dengan MRP. MRP menekankan pada
perencanaan jangka panjang dan memerlukan komputer. JIT didasarkan pada ukuran
lot yang kecil. JIT berusaha untuk meminimalkan biaya inventarisasi dengan cara
memproduksi dalam jumlah yang lebih kecil. Lot size (ukuran tumpukan) yang
ideal akan menjadi satu dalam sistem JIT. Satu unit akan bergerak dari
workstation ke workstation berikutnya sampai produksinya selesai.
Pengaturan waktu menjadi kunci Penting saat Pasokan
bahan mentah datang dari pemasok sebelum penjadwalan produksi mulai, tidak ada
inventarisasi bahan mentah yang perlu dibicarakan. Jumlah bahan mentah yang
sedikit diterima sekaligus, karena mungkin pemasokmelakukan beberapa kali pengiriman
selama satu hari. Kebalikannya dengan MRP yang menekankan perencanaan jangka
panjang dan membutuhkan penggunaan komputer, maka JIT menekankan pengaturan
waktu dan penggunaan tanda non komputer karena cukup menggunakan ”kanban” yang
berarti kartu. Tujuan JIT adalah meminimalkan biaya persediaan dan penanganan
(keamanan dan asuransi).
F.
Model Sistem Informasi Manufaktur
Sistem informasi manufaktur mencakup semua aplikasi
komputer dalam area manufaktur sebagai
sistem konseptual.
A. Sub
Sistem Input
Input data berupa data internal dan data eksternal,
data internal merupakan data intern sistem keseluruhan yang mendukung proses
pengolahan data menjadi informasi yang berguna. Data ini meliputi sumber daya
manusia (SDM), material, mesin, dan hal lainnya yang mendukung proses secara
keseluruhan seperti transportasi, spesifikasi kualitas material, frekuensi
perawatan, dan lain‐lain.
Data Eksternal perusahaan merupakan data yang
berasal dari luar perusahaan (environment) yang mendukung proses pengolahan
data menjadi informasi yang berguna untuk perhitungan cost dalam manufaktur
mulai dari awal hingga akhir proses.. Contoh data eksternal adalah data pemasok
(supplier), kebijakan pemerintah tentang UMR, listrik, dll.
Sub sitem input terdiri dari sistem informasi
akuntansi, sub sistem industrial engineering, dan subsitem intelejen
manufaktur.
§ Sistem
Informasi Akuntansi
Mengumpulkan data intern yang menjelaskan operasi
manufaktur dan data lingkungan yang menjelaskan transaksi perusahaan dengan pemasok.
Sebagai contoh, pegawaiproduksi memasukan data ke dalam terminal dengan
menggunakan kombinasi media yang dapat dibaca mesin dan keyboard. Media
berbentuk dokumen dengan bar code yang dapat dibaca secara optik atau dengan
tanda pensil yang dapat dibaca secara optik, dan kartu plastik dengan garis‐garis catatan yang
dapat dibaca secara magnetis. Setelah dibaca data tersebut ditransmisikan
kekomputer pusat untuk memperbarui database.
§ Sistem
Industrial Engineering
Industrial Engineering merupakan analisis sistem
yang terlatih khusus yang mempelajari operasi manufaktur dan membuat saran‐saran perbaikan.
Industrial engineering terdiri dari proyek‐proyek
pengumpulan data khusus dari dalam perusahaan yang menetapkan berapa lama waktu
yang dibutuhkan untuk suatu produksi.
§ Subsistem
Intelejen Manufaktur
Subsistem intelijen manufaktur berfungsi agar
manajemen manufaktur tetap mengetahui perkembangan terakhir mengenai sumber‐sumber pekerja,
material dan mesin.
Adapun yang termasuk dalam sub sistem intelijen
manufaktur adalah:
1.
Informasi pekerja, manajemen manufaktur harus memperhatikan serikat
pekerja yang mengorganisasikan para pekerja perusahaan. Baik dalam sistem
kontrak, tak berjangka maupun borongan.
2. Sistem
formal, manajemen manufaktur memulai arus informasi pekerja dengan menyiapkan
permintaan pekerja yang dikirimkan ke departemen sumber daya manusia dan data
dari berbagai elemen lingkungan yang menghubungkan kepada pihak pelamar.
3. Sistem
informal, arus informasi antar pekerja dan manajemen manufaktur sebagaian besar
bersifat informal arus itu berupa kontak harian antara pekerja dan manajer
mereka.
Kegiatan‐kegiatan
yang terjadi di dalam intelijen manufaktur:
a.
Pengumpulan (pendokumentasian) data dari lingkungan
b.
Pengujian data,
c.
Pemeliharaan data, untuk menjamin akurasi.
d. Keamanan
data, untuk menghindari kerusakan serta penyalahgunaan data.
e. Pengambilan data dalam bentuk laporan, untuk
memudahkan pengolahan data yang lain.
B Sub
Sistem Output
Subsistem Output adalah segala hal yang bersangkutan
dengan proses yang terjadi disetiap divisi kerja ataupun departemen yang
mengukur produksi dalam hal waktu, menelusuri arus kerja dari satu langkah ke
langkah berikutnya.Subsistem Produksi Jadwal produksi menentukan kapan
tahap-tahap proses produksi akan dilakukan. Saat pekerjaan dilakukan, pekerja
menggunakan terminal pengumpulan data untuk mencatat waktu mulai dan selesai
tiap tahap. Data terminal mencerminkan tanggal dan waktu penyelesaian aktual,
yang dapat dibandingkan dengan angka-angka yang direncenakan.
a. Subsistem
Persediaan
Tingkat persediaan perusahaan sangat penting karena
menggambarkan investasi yang besar dimana suatu barang dipengaruhi oleh jumlah
unit yang dipesan dari pemasok setiap kalinya, dan tingkat persediaan rata‐rata dapat diperkirakan
dari separuh kuantitas pesanan ditambah safety stock. Subsistem persediaan
memberikan jumlah stok, biaya holding, safety stock, dan lain‐lain berdasarkan hasil
pengolahan data dari input, biasanya memiliki proses pembelian (purchasing) dan
penyimpanan (inventory). Dan fungsi dari sub sistem persediaan adalah mengukur
volume aktifitas produksi saat persediaan diubah dari bahan mentah menjadi
bahan jadi. Pentingnya Tingkat Persediaan
Tingkat persediaan perusahaan sangat penting karena
menggambarkan investasi yang besar. Uang yang tertanam dalam persediaan tidak
dapat digunakan untuk hal-hal yang lain. Tingkat persediaan suatu barang
tertentu terutama dipengaruhi oleh jumlah unit yang dipesan dari pemasok setiap
kalinya. Tingkat persediaan rata-rata dapat diperkirakan separuh kuantitas
pesanan ditambah safety stock. Penentuan kuantitas pemesanan terbaik
dipengaruhi oleh dua biaya-biaya pemeliharaan dan biaya pembelian.
o Biaya
Pemeliharaan
Biaya tahunan menyimpan suatu persediaan tergantung
pada jenis material yang disimpan. Misalnya, perusahaan farmasi yang menyimpan
produk obat dalam ruang yang lingkungannya terkendali terkendali (suhu,
kelembaban, dsb) serta dengan keamanan ketat akan menanggung biaya yang sangat
tinggi. Biaya pemeliharaan, atau biaya penyimpanan (carrying cost), biasanya
dinyatakan sebagai persentase biaya tahunan dari barang, dan biaya tersebut
mencakup faktor-faktor seperti kerusakan,pencurian, keusangan, pajak dan
asuransi. Suatu karakteristik pentik dri biaya pemeliharaan adalah kenyataan
bahwa biaya itu berbanding lurus dengan tingkat persediaan-semakin tinggi
persediaan, semakin tinggi biayanya.
o Biaya
Pembelian
Perusahaan berusaha meminimumkan biaya pemeliharaan
dengan menjaga agar tingkat persediaannya rendah. Salah satu cara untuk hal
tersebut adaah mengecilkan pemesanan bahan baku. Hal ini akan menjadi tujuan
yang baik jika biaya yang lain tidak meningkat seiring dengan penurunan kuantitas
pesanan. Biaya yang meningkat adalah biaya pembelian, yang mencakup biaya yang
terjadi saat material dipesan, waktu pembelian, biaya telepon, biaya
sekretaris, biaya formulir pesanan, dan lain sebagainya.
o Kuantitas
Pesanan Ekonomis
Kuantitas pemesanan ekonomis menyeimbangkan biaya
pemeliharaan dan pembelian serta mengidentifikasikanbiaya kombinasi rendah.
o Kuantitas
Manufaktur Ekonomi
Kuantitas manufaktur ekonomis juga disebut ukuran
lot ekonomis. Kuantitas ini menyeimbangkan biaya menyimpan persediaan biaya
ketidakefisienan produksi. Kuantitas ini juga digunakan untuk memesan pengisian
kembali persediaan dari fungsi manufaktur perusahaan sendiri.
b. Subsistem
Kualitas
Subsistem kualitas adalah semua hal yang berhubungan
dengan kualitas, baik waktu, biaya, performa kerja, maupun pemilihan supplier.
Fungsi dari sub sistem kualitas adalah mengukur kualitas material saat material
diubah. Banyak hal lain yang bukan unsur mutlak kualitas namun perlu masuk
dalam unsur kualitas seperti proses (Process Control), Perawatan (Maintenance),
dan Spesifikasi (Specification) baik produk jadi maupun material. Sub sistem
kualitas mempunyai pendekatan khusus untuk meningkatkan kualitas produksinya
dengan menggunakan total quality management (TQM) yaitu manajemen keseluruhan
perusahaan sehingga perusahaan unggul dalam semua dimensi produk dan jasa yang
penting bagi semua pelanggan. Keyakinan dasar yang melandasi TQM adalah :
v Kualitas ditentukan oleh pelanggan dan manajemen
yang digunakan
v Kualitas dicapai oleh manajemen
v Kualitas adalah seluruh tanggung jawab seluruh
penghuni perusahaan.
c. Subsistem
Biaya
Komponen biaya termasuk dalam semua subsistem yang
ada. Tujuan perusahaan manufaktur secara umum adalah mencapai keuntungan dari
hasil penjualan produknya. Oleh karena itu, sebuah sistem informasi tidak akan
pernah terlepas unsur biaya yang terjadi di dalamnya. Sub sistem biaya
berfungsi untuk mengukur biaya yang terjadi selama proses produksi terjadi.
Unsur‐unsur pengendalian
biaya ada dua yaitu standar kerja yang baik dan sistem untuk melaporkan rincian
kegiatan saat terjadinya proses produksi yang akurat.
G.
Penggunaan Sistem Informasi Manufaktur oleh Manajer
Sistem Informasi manufaktur mulai digunakan dalm
penciptaan maupun dalam operasi sistem produksi fisik. Informasi manufaktur ini
digunakan oleh eksekutif perusahaan, manajer bagian manufaktur, maupun manajer
lainnya.
Penggunaan sistem informasi manufaktur pada
perusahaan, antara lain:
Ø Eksekutif perusahaan
Eksekutif perusahaan menerima informasi dari
subsistem output yang menjelaskan seluruh operasi perusahaan. Hal ini bertujuan
untuk mengetahui kinerja pekerja dalam proses produksi dan hasil produksinya.
Ø Manajer bagian manufaktur
Manajer bagian manufaktur menggunakan sistem
informasi ini untuk keberlangsungan proses produksi.
Ø Manajer bagian lain
Manajer bagian lain seperti manajer pemasaran dan
keuangan juga menggunakan output dari sistem informasi mannufaktur ini. Pemasar
merasa tertarik dengan aspek produksi seperti biaya, kualitas, dan penyediaan
karena faktor-faktor tersebut mempengaruhi penjualan produk. Manajer keuangan memiliki perhatian khusus
pada subsistem persediaan karena digunakan dalam menentukan investasi
persediaan, dan subsistem produksi, karena digunakan untuk membuat keputusan
penting mengenai konstruksi atau perluasan pabrik. Suatu hal penting yang harus
diingat adalah sistem informasi manufaktur menyediakan informasi bagi para manajer
di seluruh perusahaan.



